سبد خرید شما خالی است.
- بدون واسطه بخرید!
- 09105470692 - 03532837735
- یزد - ابرکوه - شهرک صنعتی ابرکوه - نبش خیابان تولید 5
توجه: شرکت آریا دانش تنها در زمینه تعمیر و عیب یابی کوره آنیل و همچنین مشاوره برای پخت مفتول فعالیت می کند.
کوره آنیل سیم مفتول، تنشها را ذوب میکند و نرمی را به ارمغان میآورد. این کوره آخرین مرحله و البته سخت ترین مرحله تولید سیم مفتول سیاه (سیم آرماتور بندی) است! هنگامی که وایرد های کلاف، در هوای محیط از دوزه های کشش عبور میکنند و نازک میشوند، آرایش مولکولی آنها نامنظم میشود و سیم های مفتول، حالت فنری به خود میگیرند. برای نرم کردن آنها، باید سیم های مفتولی را در کوره های صنعتی آنیل و طبق دستورالعمل های خاصی حرارت داد، تا طی فرآیند آنیل آهن، مولکول های آهن ریکریستال و نرم شوند. لازم به ذکر است که این عملیات آنیلینگ مفتول سیاه (در این صفحه به طور مفصل در مورد نحوه آنیلینگ سیم مفتولی توضیح داده ایم)، علاوه بر افزایش نرمی سیم ها، باعث افزایش استحکام کششی نیز میشود. به همین علت به آنها سیم مفتول پخته شده یا سیم مفتول سیاه آنیل شده نیز گفته میشود. با ما همراه باشید تا در مورد خرید کوره سیم مفتول توضیحات بیشتری ارائه دهیم!
انواع کوره آنیل:
مراحل کلی عملیات آنیل سیم مفتول:
فرآیند ساخت کوره آنیل سیم مفتول با توجه به نیاز مشتری انجام میشود. ابتدا محل نصب کوره توسط کارشناسان شرکت آریا دانش آویژه مورد بررسی قرار میگیرد، متریال مخصوص خریداری شده و عمیلیات ساخت کوره شروع میشود.
برخی از عوامل موثر بر طراحی و ساخت کوره آنیل مفتول سیاه:

یکی از بزرگترین بخش های مربوط به هزینه راه اندازی خط تولید سیم مفتول، مربوط به ساخت کوره سیم مفتول (کوره بازپخت) است. پس باید طراحی کوره آنیل سیم آرماتور بندی دقیقا طبق نیاز های مشتری باشد تا حتی المقدور از هزینه های اضافه قیمت کوره آنیل مفتول جلوگیری گردد. به عنوان مثال اگر کوره آنیل فولاد، در محل شرکت خریدار، تولید و نصب گردد هزینه های مربوط به جا به جایی و همچنین برخی از هزینه های ساخت کوره، به شدت کاهش می یابد.
قیمت سیم مفتول سیاه بسته به خام یا پخته بودن آن متفاوت است، به صورتی که قیمت سیم مفتول سیاه پخته شده حدودا 10 درصد از قیمت سیم مفتول سیاه خام بیشتر است!
برخی از شرکت ها، وایرد های کلاف خریداری شده از کارخانه های فولاد را قبل از فرآیند کشش بازپخت میکنند تا فرآیند کشش بهتر صورت بگیرد!
میتوانید برای خرید های غیر مستقیم از شرکت ما، به این صفحه مراجعه کنید.
آنیلینگ یکی از عملیات حرارتی مهم در متالورژی است که برای بهبود خواص مکانیکی و ریزساختار فلزات و آلیاژها به کار میرود. این فرآیند شامل گرم کردن فلز تا دمای مشخصی و سپس خنک کردن آن با سرعت مناسب است. آنیلینگ، مهم ترین بخش خط کشش مفتول میباشد.
آنیلینگ چیست؟ آنیلینگ فرآیندی است که برای نرم کردن فلز، افزایش چکشخواری و شکلپذیری آن و همچنین برای از بین بردن تنشهای داخلی انجام میشود. در این فرآیند، فلز تا دمای بالای بحرانی آستنیت گرم شده و سپس به آرامی خنک میشود.
آنیلینگ فولاد کم کربن به منظور دستیابی به اهداف زیر انجام میشود:
آنیلینگ فلزات شامل سه مرحله اصلی گرمایش، نگهداری در دمای بالا و خنک شدن است:
4.1. گرمایش:
4.2. نگهداری در دمای بالا:
4.3. خنک شدن:
آنیل فلزات بر خواص مختلف فولاد کم کربن از جمله سختی، استحکام، چکشخواری و ریزساختار آن تاثیر میگذارد:
5.1. سختی:
5.2. استحکام:
5.3. چکشخواری:
5.4. ریزساختار:
آنیلینگ در صنایع مختلف برای کاربردهای زیر استفاده میشود:
نمودارهای TTT (زمان-دما-تبدیل) ابزاری مفید برای پیشبینی ریزساختار و خواص فولاد پس از آنیلینگ هستند. این نمودارها دما و زمان لازم برای تبدیل فازهای مختلف فولاد را نشان میدهند.
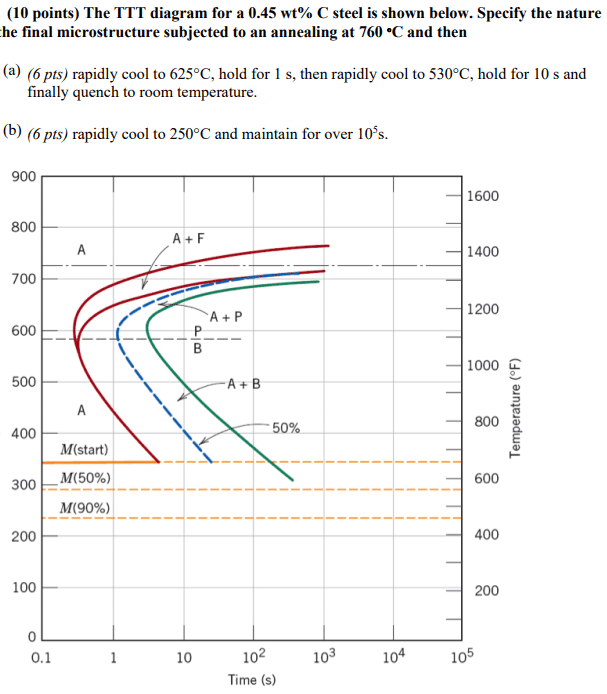
شکل بالا نمودار TTT برای فولاد کم کربن را نشان میدهد. این نمودار نشان میدهد که برای آنیلینگ کامل فولاد کم کربن، باید آن را تا بالای دمای بحرانی آستنیت گرم کرده و سپس به آرامی در کوره خنک کرد.
انواع مختلفی از آنیلینگ وجود دارد که هر کدام برای دسترسی به خواص خاصی در فولاد به کار میروند:
انتخاب نوع آنیلینگ به خواص مورد نیاز در فولاد و همچنین شرایط عملیات حرارتی بعدی بستگی دارد.
آنیلینگ کامل و نرماله کردن دو نوع عملیات حرارتی هستند که برای بهبود خواص مکانیکی و ریزساختار فولاد به کار میروند. با وجود شباهتهایی که این دو فرآیند دارند، تفاوتهای مهمی نیز بین آنها وجود دارد:
10.1. دمای گرمایش:
10.2. سرعت خنک شدن:
10.3. ریزساختار:
10.4. سختی:
1.05. کاربرد:
جدول زیر خلاصهای از تفاوتهای بین آنیلینگ کامل و نرماله کردن را نشان میدهد:
| ویژگی | آنیلینگ کامل | نرماله کردن |
|---|---|---|
| دمای گرمایش | بالای Ac3 | بالای Ac3 + 50-100 درجه سانتیگراد |
| سرعت خنک شدن | آهسته در کوره | در هوا |
| ریزساختار | فریت + پرلیت | پرلیت + سمنتیت |
| سختی | نرمتر | کمی سختتر |
| کاربرد | نرم کردن، افزایش چکشخواری، از بین بردن تنشهای داخلی | افزایش استحکام و سختی، بهبود ماشینکاری، ریزتر |
آنیلینگ یک فرآیند حرارتی مهم و کاربردی برای بهبود خواص مکانیکی و ریزساختار فولاد کم کربن است. با انتخاب نوع مناسب آنیلینگ و تنظیم دقیق پارامترهای عملیات حرارتی، میتوان به خواص مورد نظر در فولاد دست یافت.
13.1. آنیل یعنی چه؟
آنیل فولاد فرآیندی متالورژیکی است که برای نرم کردن و افزایش انعطاف پذیری فولاد انجام می شود.
13.2. چرا آنیلینگ فولاد را نرم میکند؟
آنیلینگ باعث رشد دانهها و تشکیل فاز فریت نرم در ریزساختار فولاد میشود. فاز فریت نرمتر از فازهای دیگر فولاد مانند پرلیت و سمنتیت است. به همین دلیل، آنیلینگ باعث نرم شدن فولاد و افزایش چکشخواری و شکلپذیری آن میشود.
13.3. چه عواملی بر سختی نهایی فولاد پس از آنیلینگ تاثیر میگذارند؟
13.4. چه تفاوتی بین آنیلینگ و تمپر کردن وجود دارد؟
آنیلینگ و تمپر کردن دو نوع عملیات حرارتی هستند که برای نرم کردن فولاد به کار میروند. با این حال، این دو فرآیند در جزییات با هم تفاوت دارند.



{kind=link}